中国地区服务热线:
180 3348 3551
电话:0769-87330001轉8802
中国地区服务热线:
电话:0769-87330001轉8802
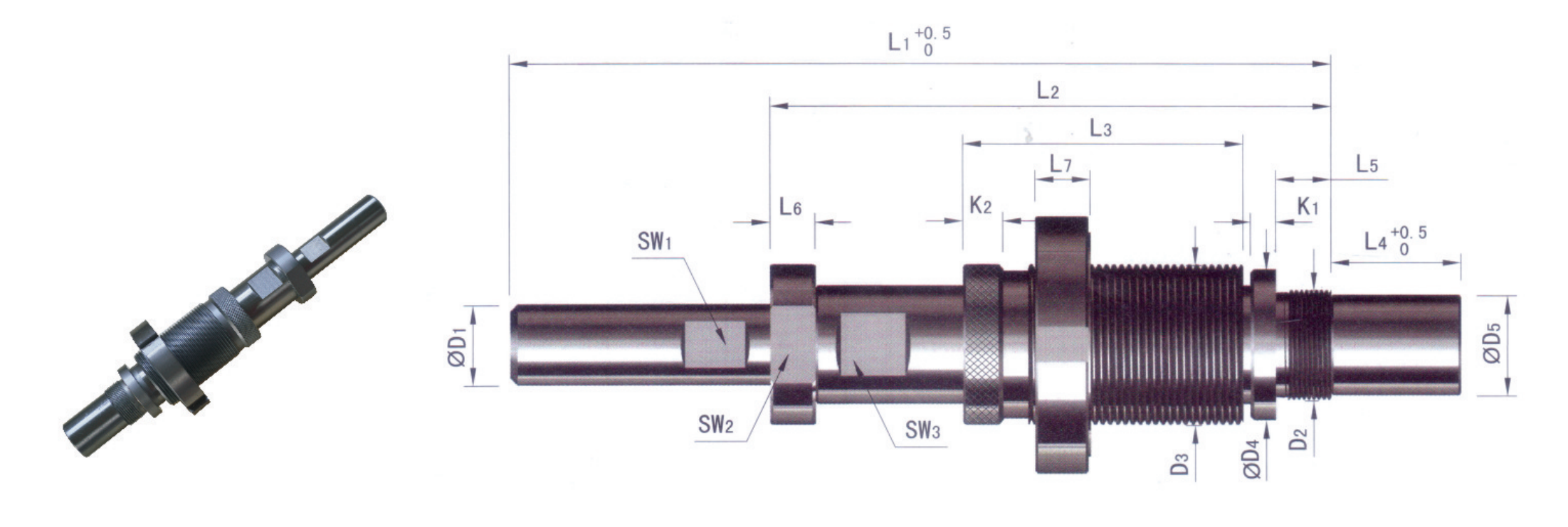
| Code | D2 | D3 | D4 | D5 | L1 | L2 | L3 | L4 | L5 | L6 | L7 |
| Z169-16 | M22x1 | M32x1.5 | 30 | 20 | 164 | 112 | 56 | 26 | 11 | 9 | 11 |
| Z169-22 | M30x1.5 | M42x1.5 | 40 | 28 | 220 | 148 | 75 | 36 | 16 | 9 | 12 |
| Z169-30 | M40x1.5 | M60x1.5 | 50 | 38 | 255 | 170 | 80 | 45 | 21 | 11 | 13 |
| Z169-40 | M52x1.5 | M70x1.5 | 60 | 50 | 270 | 200 | 98 | 45 | 22 | 12 | 14 |
| Code | D1 | K1 | K2 | Sw1 | Sw2 | Sw3 | H1 | H2 | ||
| min. | max. | min. | max. | |||||||
| Z169-16 | 16 | 5 | 8 | 13 | 28 | 20 | 5 | 30 | 3 | 50 |
| Z169-22 | 22 | 6 | 10 | 17 | 38 | 27 | 6 | 40 | 4 | 70 |
| Z169-30 | 30 | 7 | 14 | 24 | 55 | 38 | 7 | 50 | 4 | 70 |
| Z169-40 | 40 | 8 | 32 | 65 | 46 | 7.5 | 60 | 5 | 80 | |
1.机械互锁设计,安全可靠;
2.顶杆采用表面高频处理,方便安装加工;
3.重要零件采用SKD11材质及优质热处理工艺,更耐磨;
4.产品表面增加涂层工艺,高耐磨性能大大增加了二次顶出机构的使用寿命;
5.多种规格适用于不同大小的模具荷重要求。
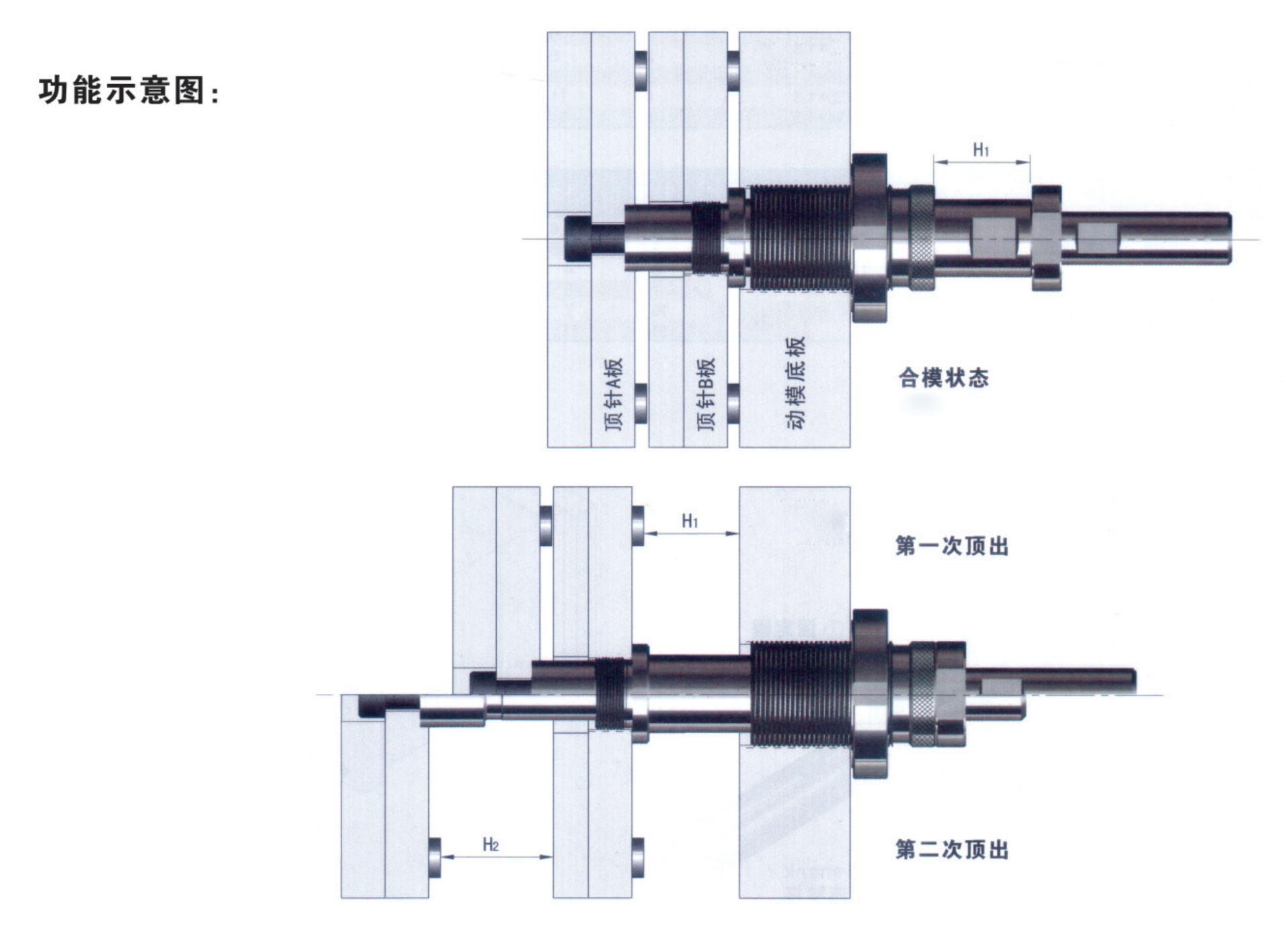
首先在模板上加工安装孔,顶针A板上为螺丝过孔,顶针B板及动模底板为牙孔,牙 孔加工尺寸请参考型号为别对应的“D2、D3”值。为方便安装也可自行制作法兰固定;
其次在二次顶出机构的顶杆头部加工一安装螺孔,此安装螺孔与顶针B板螺丝过孔尺寸 对应;
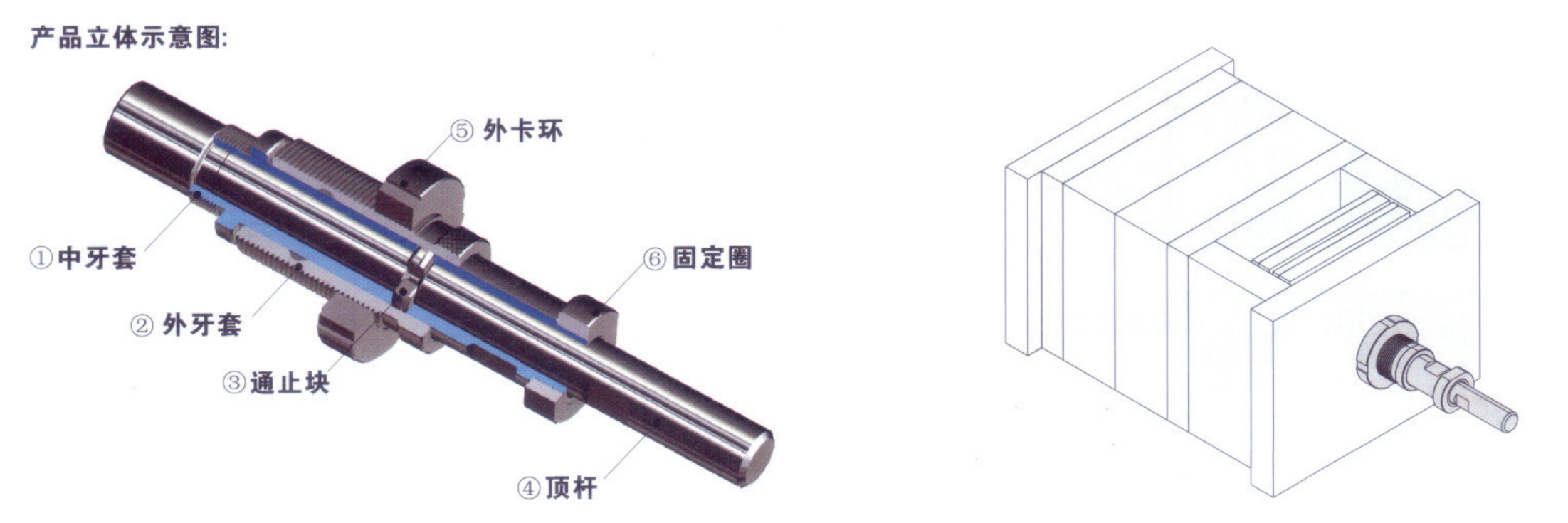
将外牙套安装在动模底板上,中牙套安装在顶针B板上,顶杆头部用螺丝固定在顶 针A板上;
旋转外牙套,调节外牙套与底板(法兰)的相对位置即可在规定的范围内设定第 一次顶出行程“H1” 的位置,设定后再将外卡环紧固;
可在顶杆的尾部攻内螺纹,以便与注塑机的中心顶杆相连接,型号不同,所配置的螺 纹大小也不同;
进行配合功能测试,查看二次顶出机构各部位是否顺畅,行程是否吻合。(建议 在合模机或注塑机上测试,严禁使用吊机)
“固定圈”在组装时已经过加固处理,为保证顶出机构正常使用,在使用前后不可 随意拆卸!
需精准安装(一套模具上一般安装一个顶出装置),行程要计算准确,否则产品 容易损坏。
订购:二次顶出 Z169






