中国地区服务热线:
180 3348 3551
电话:0769-87330001轉8802
中国地区服务热线:
电话:0769-87330001轉8802
1.缩短换模时间;
2.可直接在现有模具上安装,节约时间和材料;
3.使用不可拆卸的联轴液压复位,能脉动顶出。
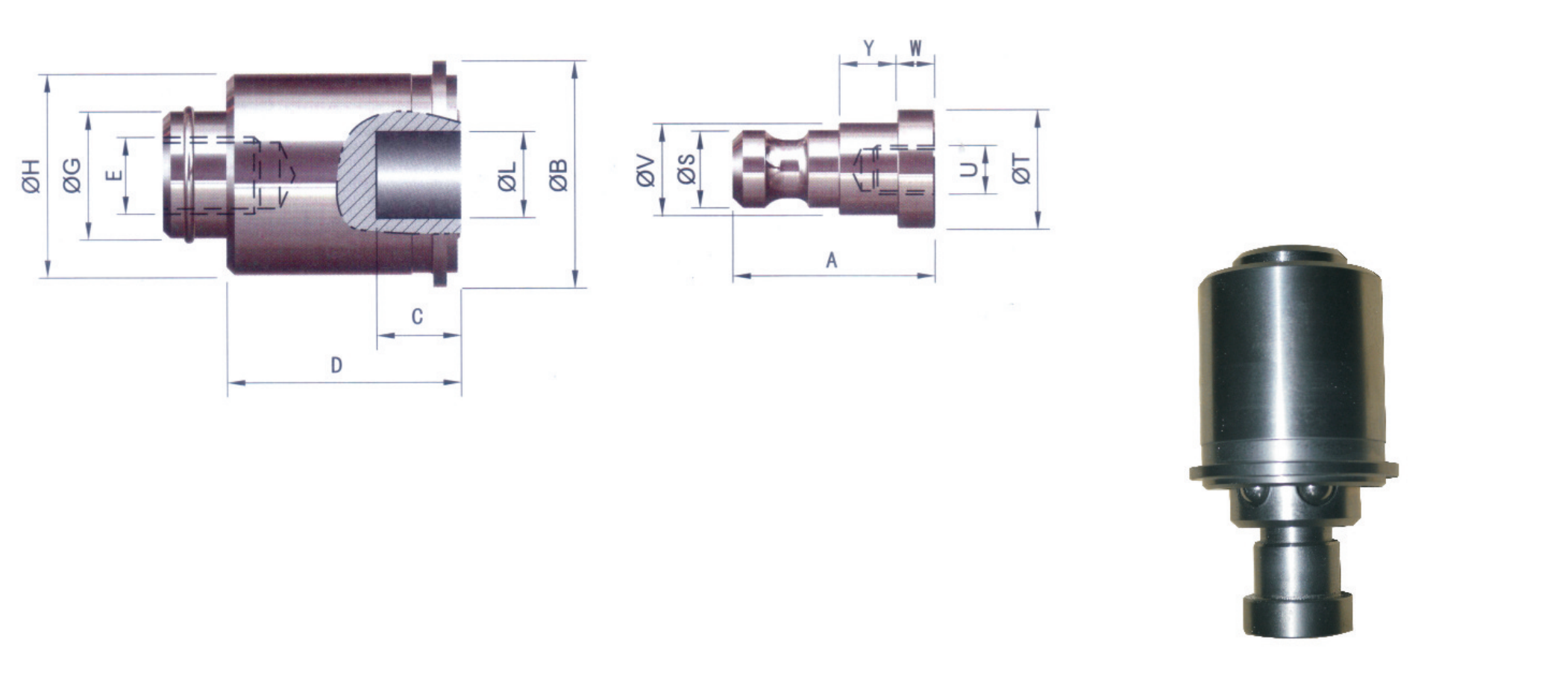
| Code | A | B | C ±0.02 | D | E | M | N | 0 +0.05 +0.02 | H | H |
| AR-D01 | 38 | 43 | 18 | 43.5 | M16 | 23 | 18 | 7 | 24 | 38 |
| AR-D-02 | 43 | 73 | 24 | 70.5 | M20 | 42 | 32 | 7 | 42 | 67 |
| Code | L | S | Y | U | V | W | T | P Min. | Q Min. | 拉力 (kgf) |
| AR-D01 | 15 | 14.7 | 11 | M12 | 17.4 | 7 | 22.5 | 48 | C+1 | 40 |
| AR-D-02 | 30 | 29.5 | 14 | M16 | 29.4 | 8 | 40 | 80 | 140 |
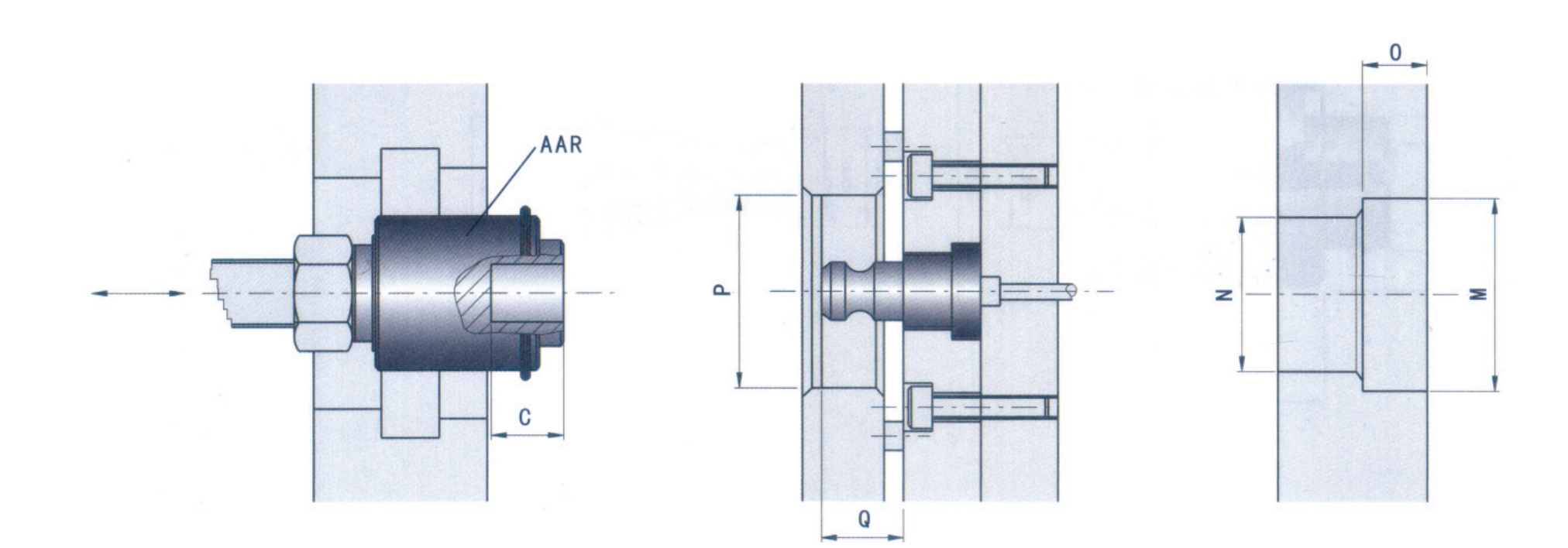
把顶出板接到成型位置(模具关闭)
把顶出器液压缸连杆接到完全压缩位置。这非常重要,在测量之前可以用手检查,连杆是否完全捡到了完全压缩的位置;
测量联轴和顶出器液压缸连杆之间的距离;
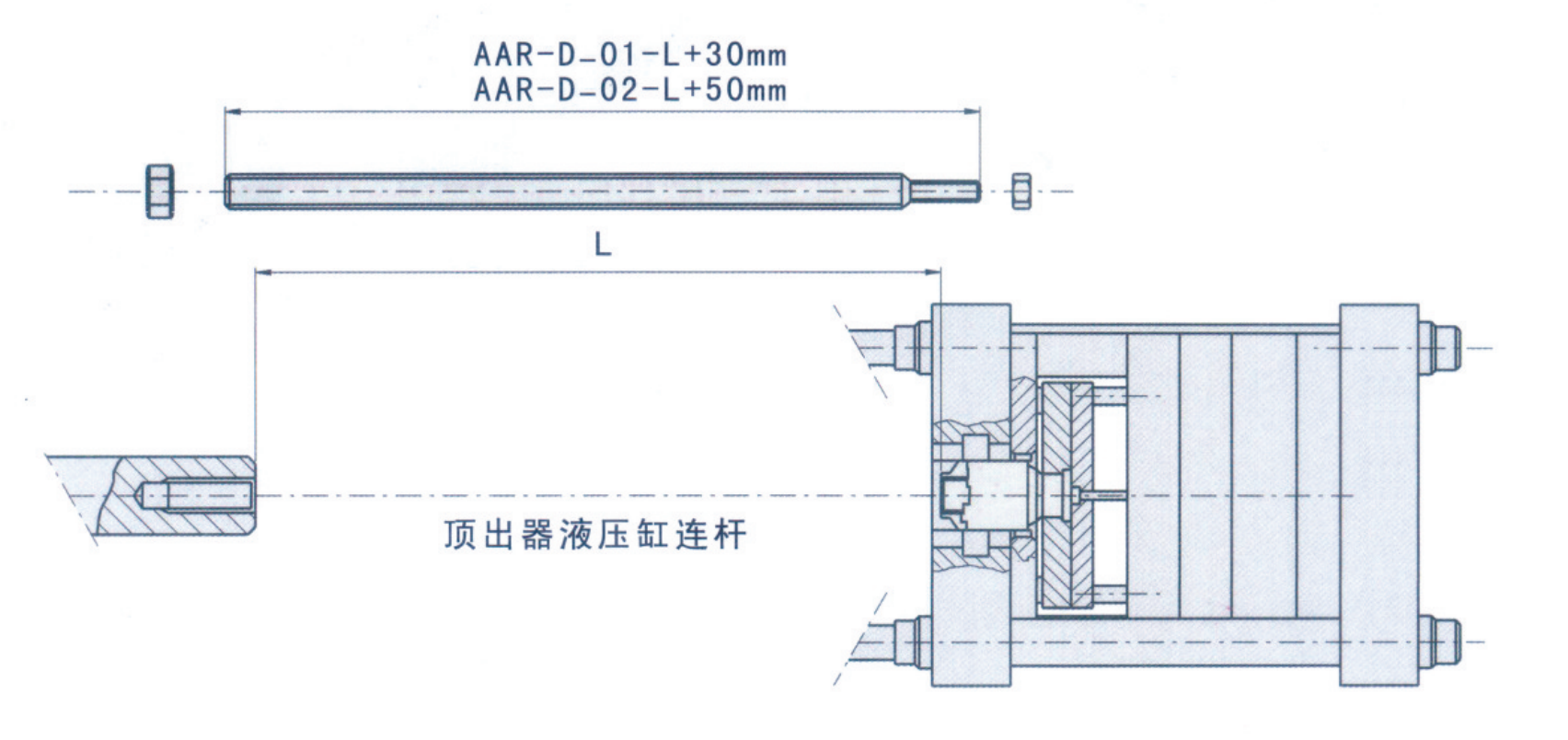
使用附加分离杆延长顶出器液压缸连杆,AR-D-01用长度为30mm的分离杆,AR-D-02使用50mm的;
移动成型板到前面的位置(模具打开);
另外一端固定附加分离杆和快动联轴;
把顶出板移动到模具关闭的位置,在顶出板和顶出器液压缸连杆中间进行连接。请确认顶出板和顶出器液压缸连杆在模具关闭的位置上,如果没有,请调整;
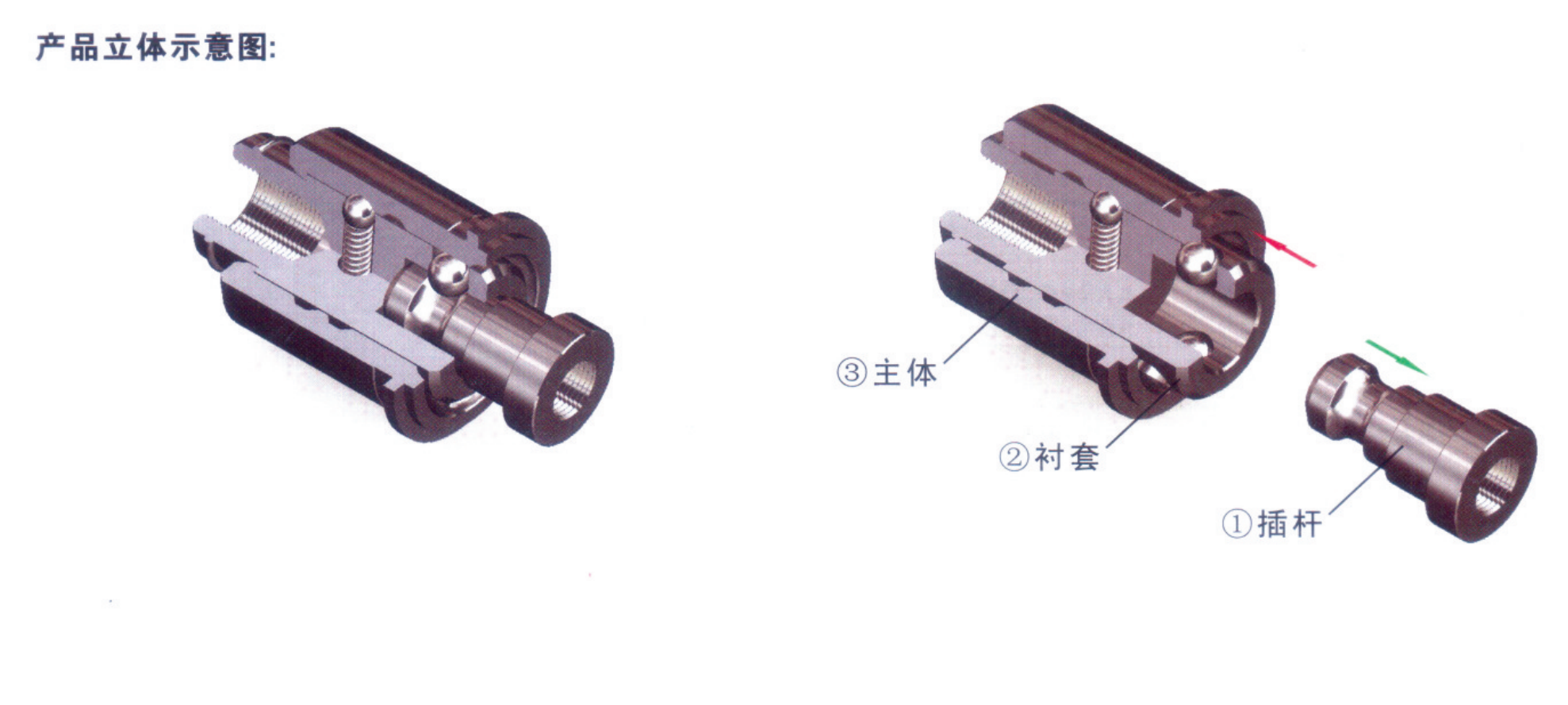
顶出装置用于液压顶出器的模具,注意不能和模具快速替换系统一起使用;
每套模具只需安装一套顶出装置。
订购:顶出机构AR-D






