中国地区服务热线:
180 3348 3551
电话:0769-87330001轉8802
中国地区服务热线:
电话:0769-87330001轉8802
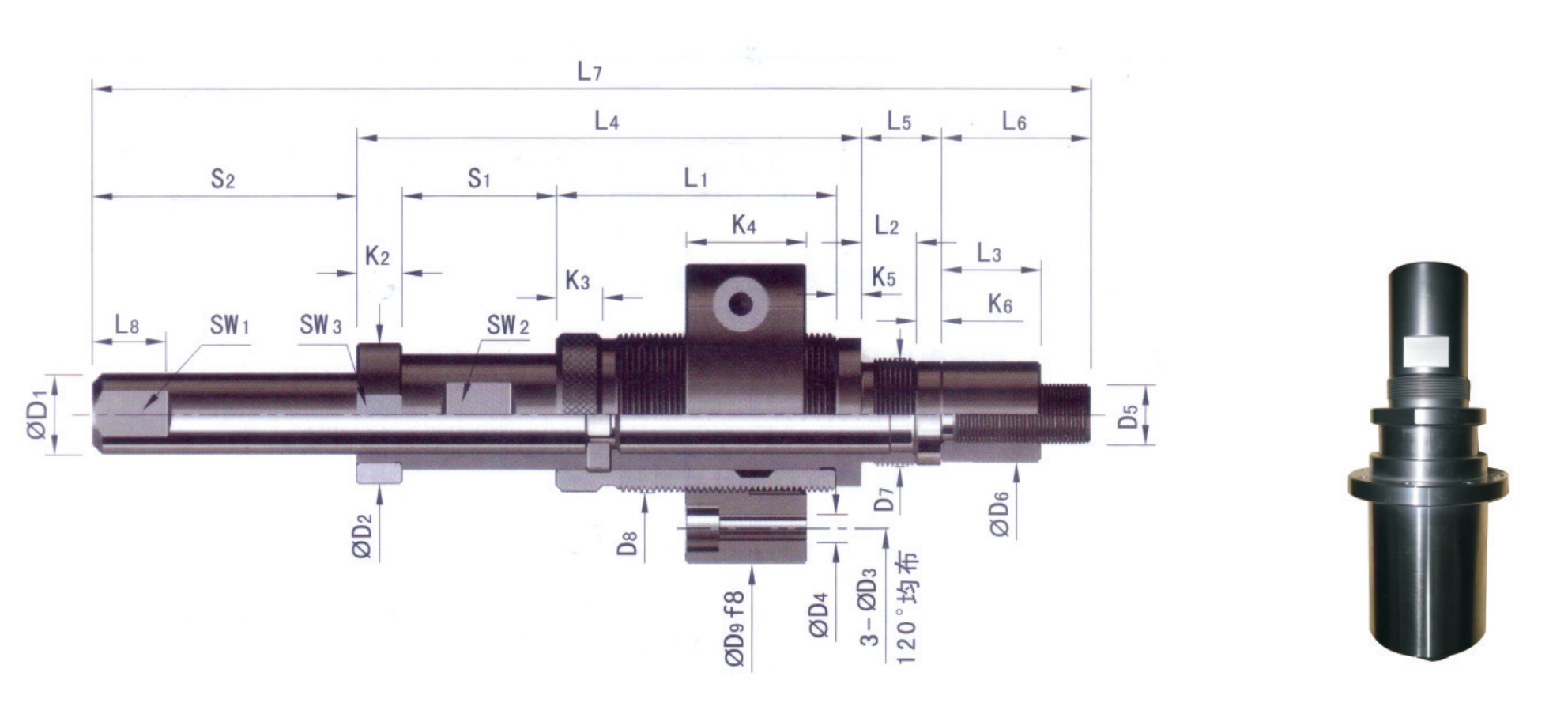
| Code | D2 | D3 | D4 | D5 | D6 | D7 | D8 | D9 | K2 | K3 | K4 | K5 | K6 | L1 |
| Z5085-16 | 32 | 46 | 5.6 | M12x1 | 20.6 | M22x1 | M32x1 | 60 | 9 | 8 | 24 | 5 | 5 | 56 |
| Z5085-22 | 42 | 62 | 6.6 | M16x1.5 | 28 | M30x1.5 | M42x1.5 | 80 | 10 | 30 | 6 | 6 | 75 | |
| Z5085-28 | 53 | 72 | 9 | M20x1.5 | 36 | M38x1.5 | M52x1.5 | 90 | 10.5 | 12 | 8 | |||
| Z5085-37 | 64 | 80 | M24x1.5 | 44 | M48x1.5 | M62x1.5 | 102 | 10.6 |
| Code | D1 | L2 | L3 | L4 | L5 | L6 | L7 | L8 | S1 | S2 | Sw1 | Sw2 | Sw3 |
| Z5085-16 | 16 | 11 | 20 | 101 | 16 | 30 | 200 | 15 | 5-30 | 53 | 13 | 20 | 28 |
| Z5085-22 | 22 | 16 | 30 | 132 | 22 | 40 | 266 | 18 | 10-40 | 72 | 17 | 27 | 38 |
| Z5085-28 | 28 | 35 | 134 | 45 | 285 | 20 | 84 | 22 | 35 | 48 | |||
| Z5085-37 | 37 | 40 | 140 | 50 | 300 | 88 | 30 | 44 | 60 |
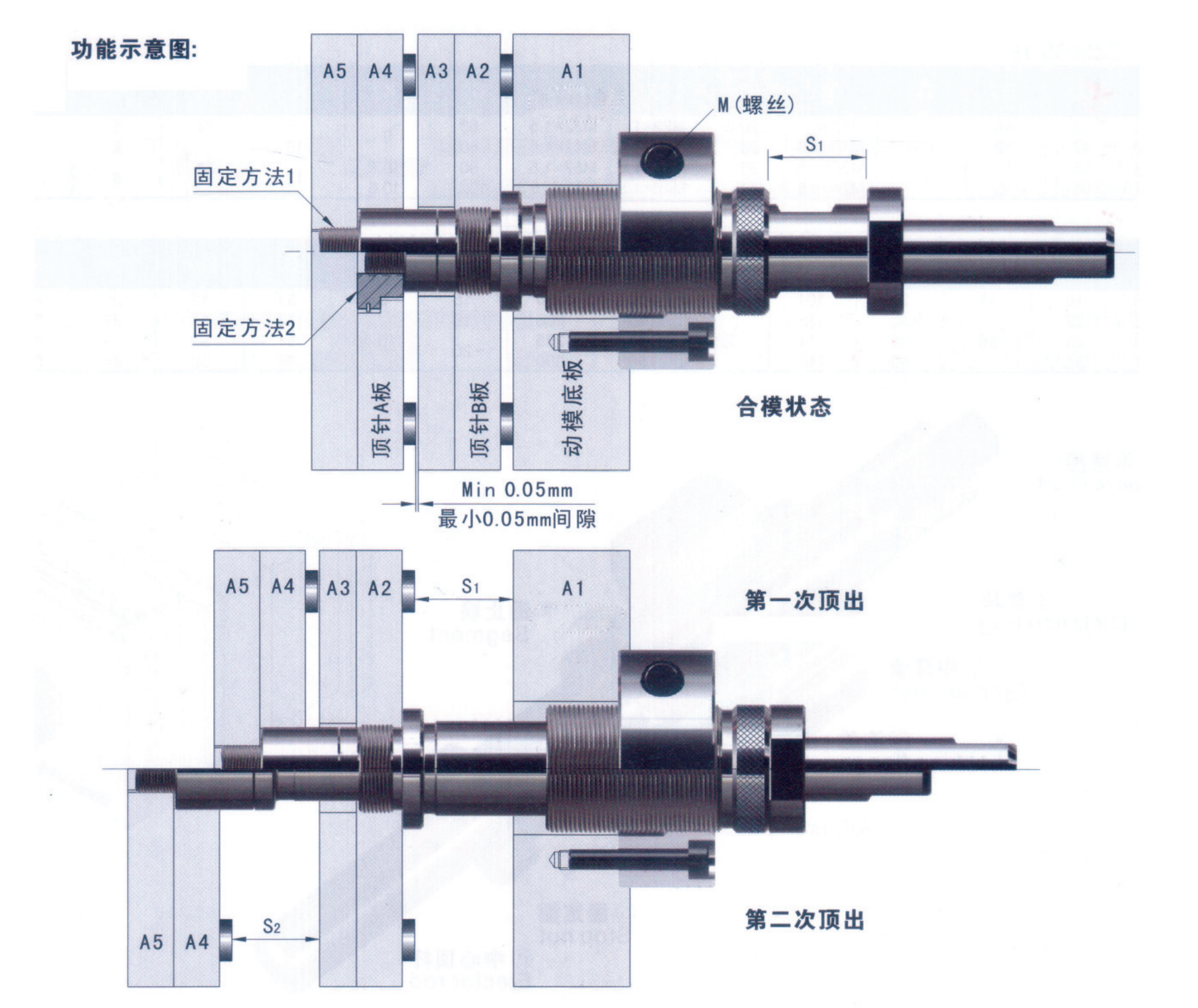
1.机械互锁设计,安全可靠;
2.产品表面增加涂层工艺,大大增加了二次顶出机构的使用寿命。
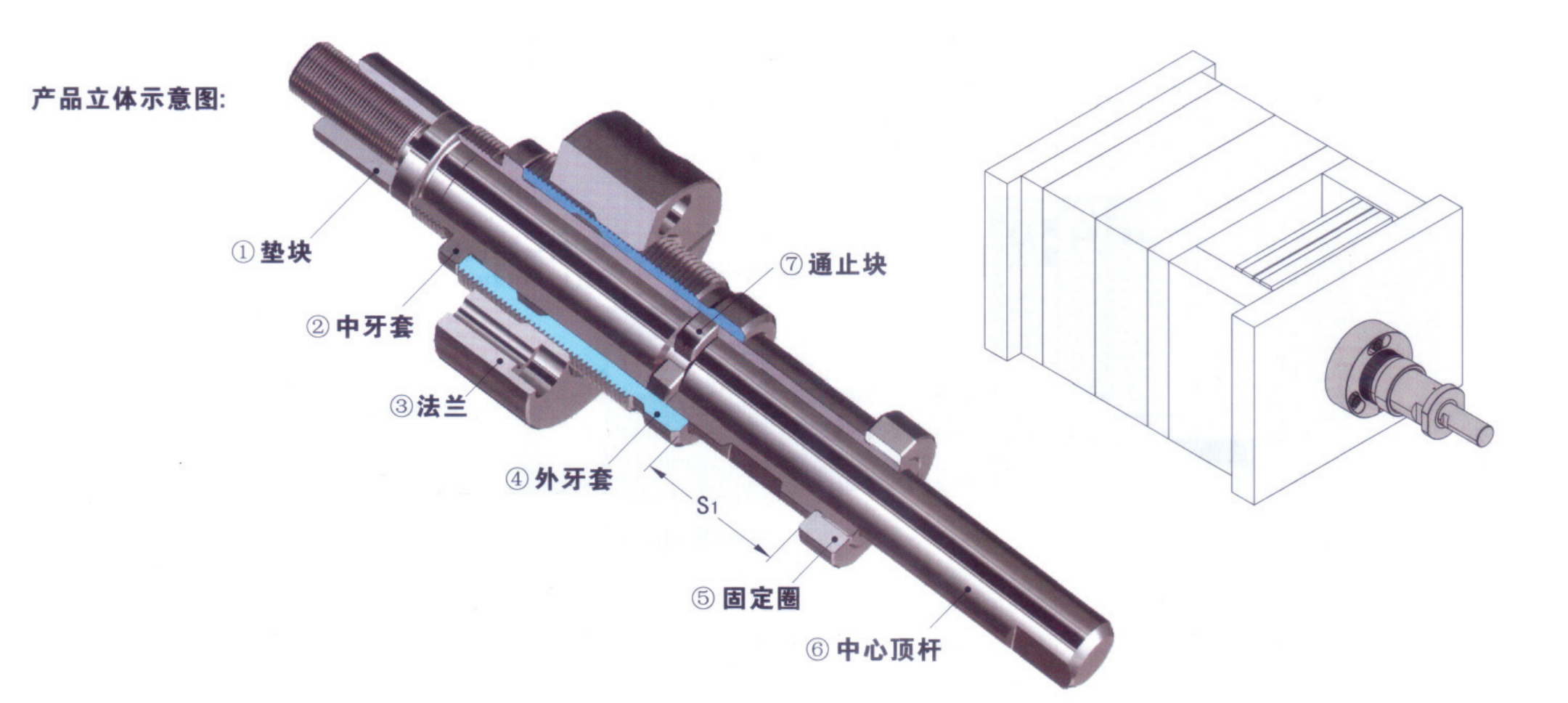
使用杯头螺丝将法兰固定在动模底板上,可选预紧,待其它部件安装完成后再锁紧杯头 螺丝;
将外牙套旋入定位法兰,中牙套安装在顶针B板上,中心顶杆固定在顶针A板上,为方便安 装可以自制小型法兰因定顶针板上再与中牙套或中心顶杆固定;
旋转外牙套,调节外牙套与法兰的相对位置即可在规定的范围内设定第一次顶出行程 “S1”的位置,设定后再将法兰锁紧;
进行配合功能测试,查看二次顶出机构各部位是否顺畅,行程是否吻合.(建议在合模机或 注塑机上测试,严禁使用吊机)
“固定圈”在组装时已经过加固处理,为保证顶出机构正常使用,在使用前后不可随意拆卸! 需精准安装(一套模具上一般安装一个顶出装置);行程要计算准确,否则产品容易损坏.
订购:二次顶出 Z5085






