中国地区服务热线:
180 3348 3551
电话:0769-87330001轉8802
中国地区服务热线:
电话:0769-87330001轉8802
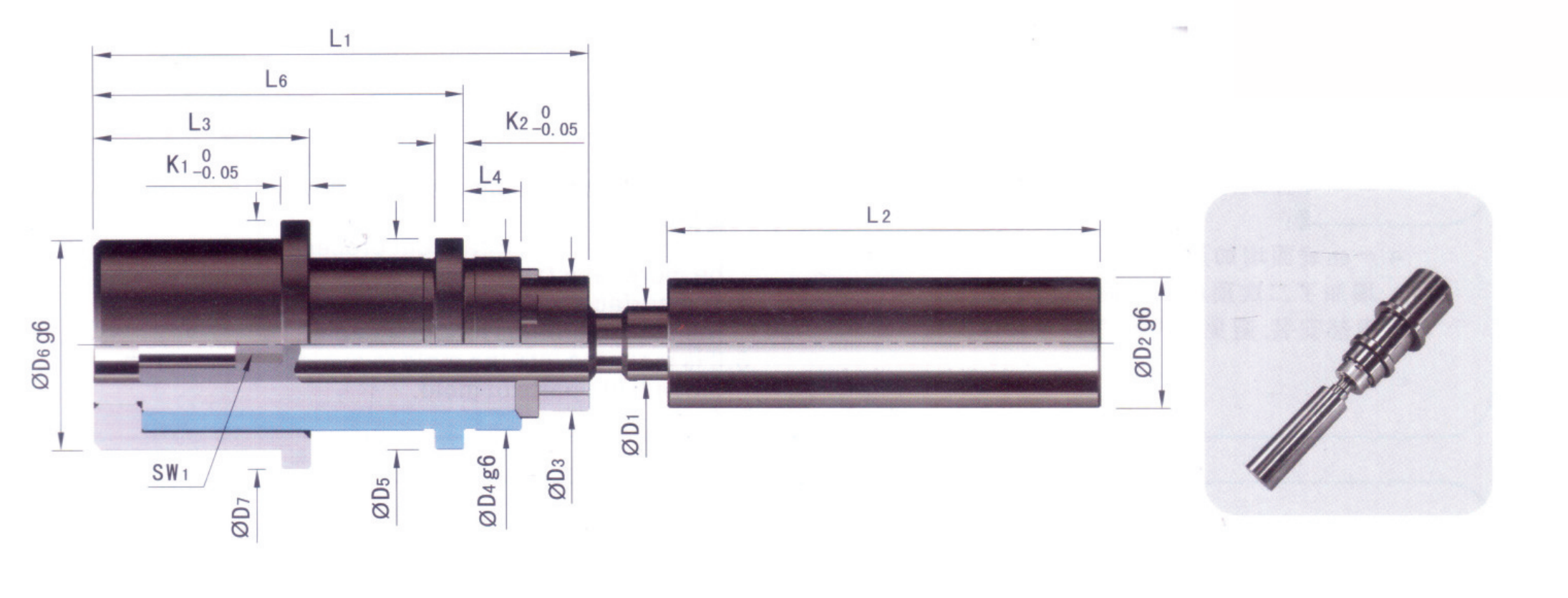
| Code | D2 | D3 | D4 | D5 | D6 | D7 | L1 | L2 | L3 | L4 | L5 |
| Z1697-16 | 27 | 28 | 36 | 44 | 44 | 52 | 103 | 90 | 45 | 12 | 5 |
| Z1697-20 | 32 | 34 | 43 | 51 | 51 | 59 | 134 | 100 | 59 | 17 | 6 |
| Z1697-26 | 42 | 43 | 54 | 63 | 64 | 73 | 168 | 150 | 74 | 22 | 7 |
| Code | D1 | L6 | K1 | K2 | Sw1 | H1 | H2 | ||
| min. | max. | min. | max. | ||||||
| Z1697-16 | 16 | 77 | 6 | 6 | 8 | 6 | 76 | 3 | 76 |
| Z1697-20 | 20 | 101 | 7 | 7 | 10 | 8 | 96 | 4 | 96 |
| Z1697-26 | 26 | 126 | 8 | 8 | 14 | 10 | 130 | 5 | 130 |

1.机械互锁设计,安全可靠;
2.顶杆采用表面高频处理,方便安装加工;
3.重要零件采用SKD11材质及优质热处理工艺,更耐磨;
4.产品表面增加涂层工艺,高耐磨性能大大增加了二次顶出机构的使用寿命;
5.内部安装,避免与外部安装零件冲突。
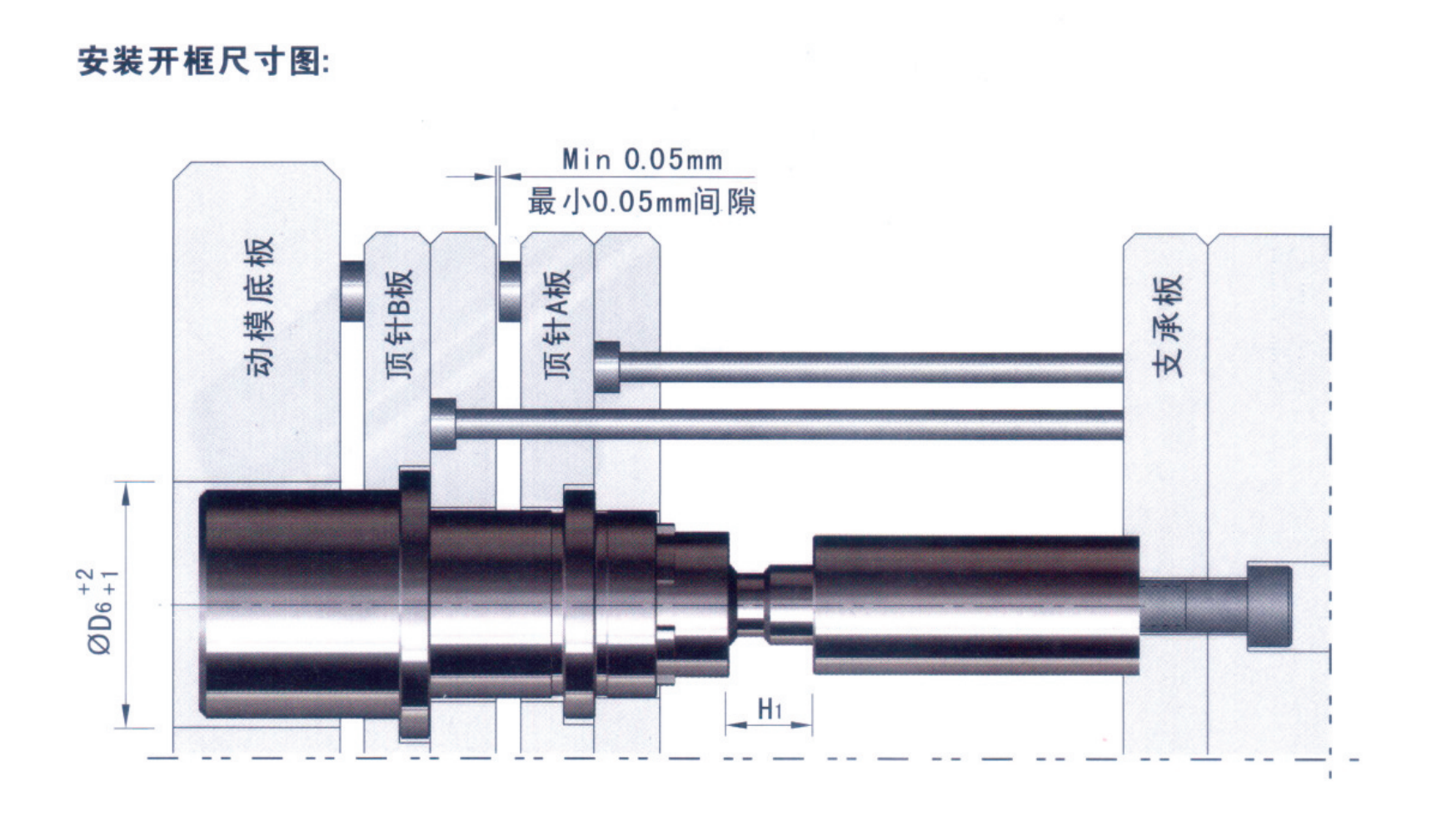
首先在模板上加工安装孔,动模底板上的孔为过孔,顶针A、B板上为精密配合孔;
将主体安装在顶针B板上,外衬套安装在顶针A板上;
安装中心插杆,需精确计算第一次顶出行程“H1”,可按实际需求从中心插杆大径一端载断 后加工安装螺孔,并使用杯头螺丝将其固定支承板。注意截断处端面要求与中心插杆垂直,中 心插杆锁紧前与确定已对准内衬套轴心,安装完成后顶出行程不可调整;
进行配合功能测试,查看二次顶出机构各部位是否顺畅,行程是否吻合。(建议在合模机或注 塑机上测试,严禁使用吊机)
一套模具上至少安装两套或以上顶出装置,并且对称安装;行程要保证一致,否则产品容易损 坏。
订购:二次顶出 Z1697-1






