中国地区服务热线:
180 3348 3551
电话:0769-87330001轉8802
中国地区服务热线:
电话:0769-87330001轉8802
将主体平行于分型面安装在定模板上,将拉杆垂直于分型面安装在动模板上,注意安装拉杆时确保模具处于完全合模状态,并已消除拉杆与滚轮攘件之间的 间隙;
将锁模组件对称安装在模具上后,再根据开模行程来确定插杆长度,确定各组件已正确安装并且运行正常后再配做插杆上定位销孔;
每套模具建议对称安装四套,请注意精准控制好开模行程一致,如未在模具上对称安装或行程不一致将导致使单套锁模扣受力,受力不平衡将有导致锁模扣断裂的可能;
进行配合功能测试,查看锁模扣各部位运动是否顺畅,并确定好第一次开模行程值;

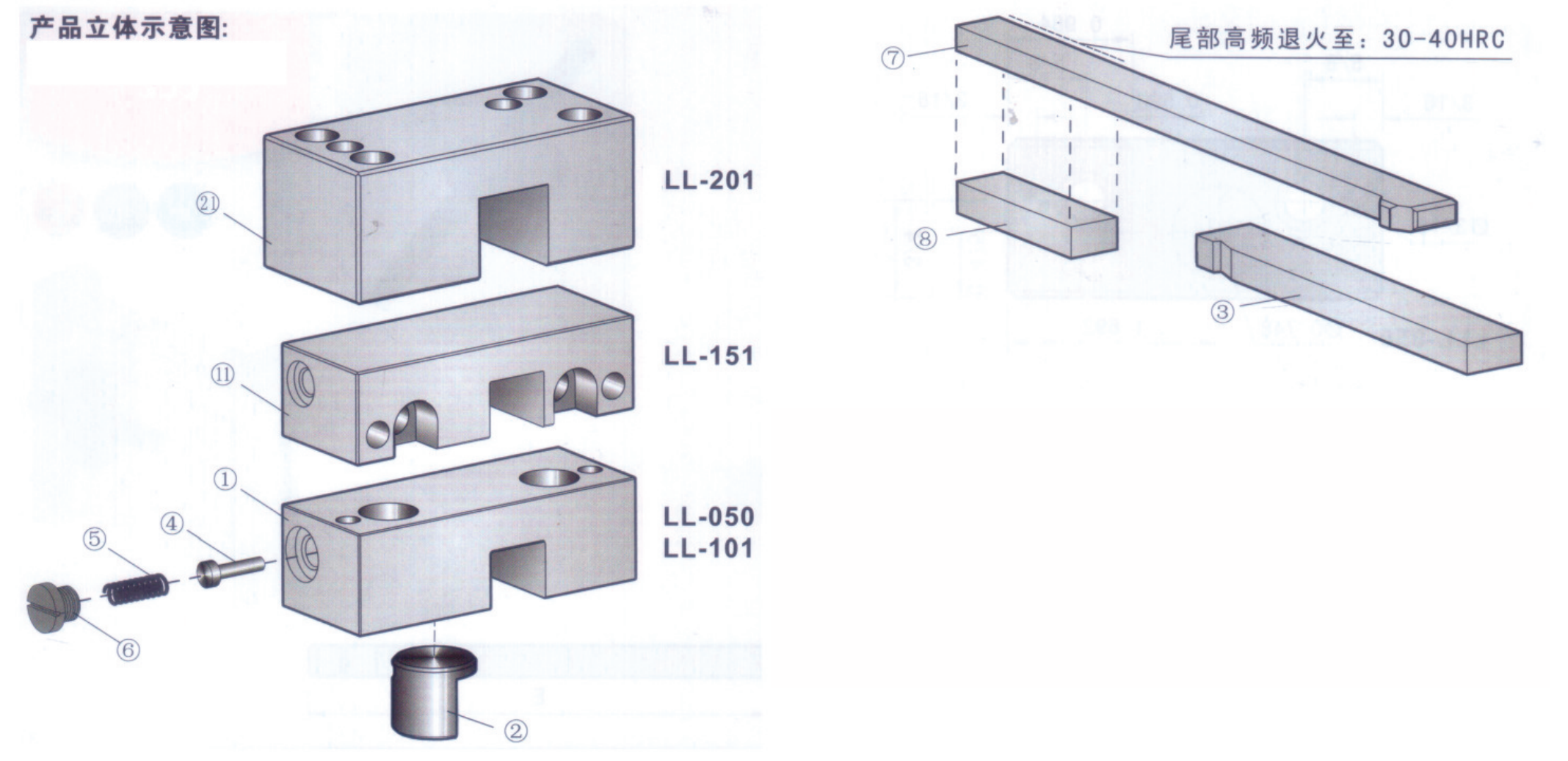
| Pos | 品名 | 材质 | 硬度 |
| 1 | 主体 | 718H | 28-38HRC |
| 11 | |||
| 21 | |||
| 2 | 滚轮镶件 | SKD61 | 52+2HRC |
| 3 | 拉杆 | 718H | 表面氮化 |
| 7 | 插杆 | Cr12Mov | 52-56HRC |
| 8 | 垫块 | S45 | - |
订购:锁模扣 LL-2






